+86-0514-82202225 / +86-173 5499 5903
+86-0514-82202225 / +86-173 5499 5903


 English
English 中文简体
中文简体 русский
русский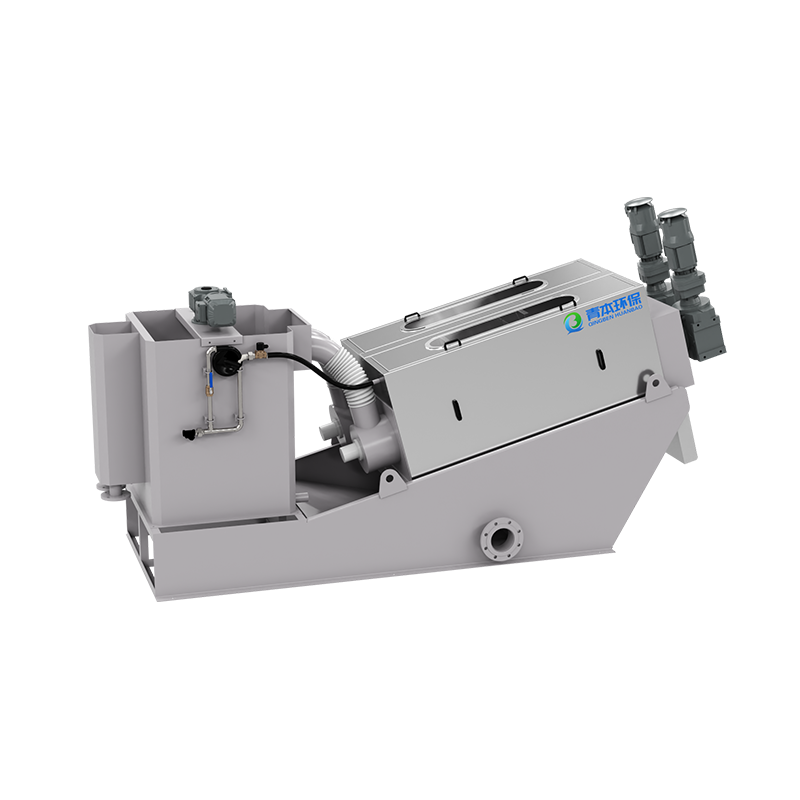




Контент
- 1 Прямой ответ: улучшение обезвоживания на 25 % достижимо — вот как
- 2 Почему обезвоживание винтовым прессом превосходит другие технологии в 2026 году
- 3 Фактор 1: Дозирование полимеров — самый большой рычаг для улучшения
- 4 Фактор 2: Консистенция и сгущение исходного осадка
- 5 Фактор 3: Регулировка скорости шнека и противодавления
- 6 Фактор 4: Методы технического обслуживания, которые напрямую влияют на эффективность обезвоживания
- 7 Передовая технология обезвоживания: интеграция автоматизации и мониторинга в реальном времени
- 8 Выбор подходящей машины для обезвоживания осадка шнекового пресса для вашего применения
- 9 О компании Qingben Environmental Technology (Jiangsu) Co., Ltd.
- 10 Часто задаваемые вопросы
Прямой ответ: улучшение обезвоживания на 25 % достижимо — вот как
Повышение эффективности обезвоживания осадка на 25 % за счет машина для обезвоживания шнекового пресса сводится к четырем контролируемым факторам: оптимизация дозирования полимера, консистенция подаваемого ила, регулировка скорости шнека и регулярное механическое обслуживание. Заводы, которые систематически решают все четыре задачи, регулярно сообщают об улучшении сухости кека с типичных 18–20% общего содержания твердых веществ (TS) до 23–26% TS — значительный выигрыш, который напрямую снижает объем утилизации, транспортные расходы и потребности в энергии для последующей сушки.
В этом руководстве каждый фактор разбивается на конкретные, осуществимые цели. Независимо от того, эксплуатируете ли вы муниципальную установку по очистке осадка сточных вод или промышленную разделитель твердой и жидкой фаз При установке принципы применяются напрямую.
Почему обезвоживание винтовым прессом превосходит другие технологии в 2026 году
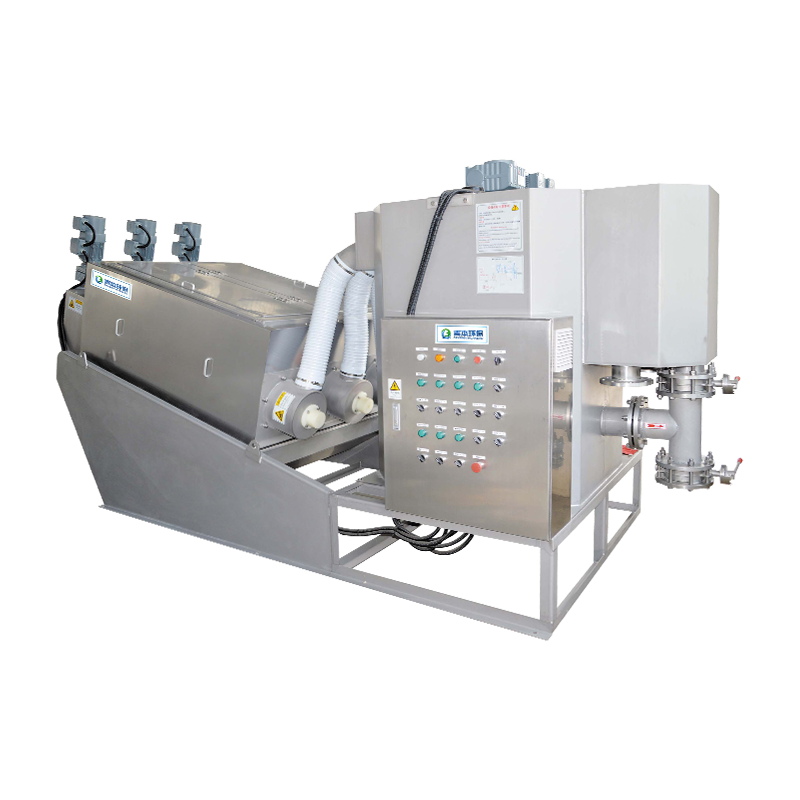
Технология обезвоживания шнековым прессом стала доминирующим выбором для предприятий по очистке осадка сточных вод, обрабатывающих от 5 до 500 кубических метров осадка в день. В отличие от ленточных фильтр-прессов или центрифуг, шнековые прессы для ила работают при низкие скорости вращения (2–5 об/мин) , что приводит к нескольким измеримым эксплуатационным преимуществам:
- Потребление энергии: Винтовые прессы обычно потребляют 0,05–0,15 кВтч на килограмм перерабатываемых сухих твердых веществ — по сравнению с 0,3–0,5 кВтч/кг для центрифуг.
- Непрерывная работа: Полностью автоматизированные системы обезвоживания винтовых прессов могут работать круглосуточно и без выходных с минимальным вмешательством оператора, что снижает трудозатраты до 60% по сравнению с ручными системами.
- Сопротивление засорению: Механизм самоочистки перекрывающихся колец в современных машинах для обезвоживания шлама шнековых прессов практически исключает засорение — хроническую проблему ленточных прессов при работе с шламами с высоким содержанием клетчатки или жирами.
- Низкий уровень шума и вибрации: Уровни рабочего шума обычно остаются ниже 75 дБ, что делает установку внутри помещения возможной без акустической защиты.
| Технология | Сухость торта (TS%) | Энергопотребление (кВтч/кг сухого вещества) | Уровень обслуживания | Лучший тип осадка |
|---|---|---|---|---|
| Винтовой пресс | 18–26% | 0,05–0,15 | Низкий | Коммунальные, продовольственные, животноводческие |
| Ленточный фильтр-пресс | 16–22% | 0,1–0,2 | Средний | Муниципальная, бумага |
| Центрифуга | 20–28% | 0,3–0,5 | Высокий | Индустриальный, маслянистый |
| Фильтр-пресс | 25–40% | 0,2–0,4 | Высокий | Химическая, горнодобывающая промышленность |
Фактор 1: Дозирование полимеров — самый большой рычаг для улучшения
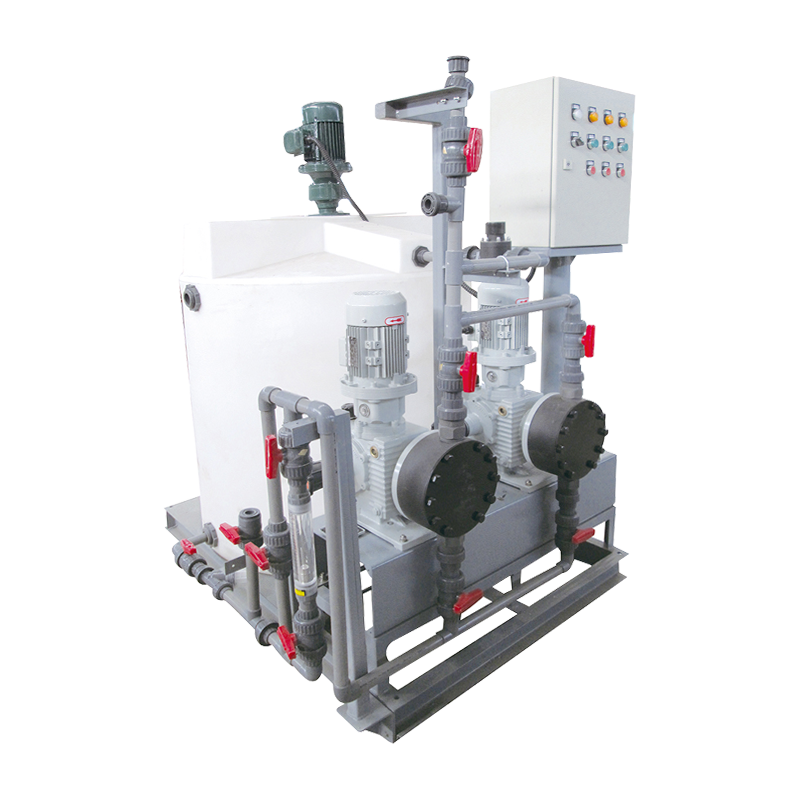
Кондиционирование полимера является единственной наиболее влиятельной переменной в эффективности обезвоживания осадка шнекового пресса. Недостаточное дозирование приводит к тому, что мелкие твердые частицы не флокулируются, что увеличивает мутность фильтрата и снижает сухость кека. Чрезмерная дозировка приводит к избыточным расходам на химикаты и может парадоксальным образом снизить обезвоживаемость за счет образования чрезмерно липких хлопьев, которые закрывают зазоры сеток.
Практические цели для оптимального кондиционирования полимера:
- Диапазон доз: Обычно 3–8 кг активного полимера на тонну сухого вещества (СВ), в зависимости от типа осадка. Анаэробный сброженный ил обычно требует более высоких доз, чем аэробный ил.
- Коэффициент разбавления: Перед инъекцией раствор полимера разбавляют до активной концентрации 0,1–0,3%. Концентрированный полимер не смешивается эффективно со шламом при скорости подачи шнекового пресса.
- Время контакта: Между инъекцией полимера и поступлением осадка в обезвоживающую машину шнекового пресса дайте возможность осторожному перемешиванию в течение не менее 30 секунд. Недостаточное время контакта является частой причиной неоптимального образования хлопьев.
- Тестирование банки: Проводите испытания в банках ежеквартально или всякий раз, когда характеристики питающего осадка значительно изменяются. Изменение содержания летучих твердых веществ на 10% может сместить оптимальную дозу полимера на 15–20%.
В задокументированном случае на муниципальной станции очистки сточных вод производительностью 50 000 м3/день оптимизация дозы полимера с фиксированной 6 кг/т сухого вещества до переменной 4,2–5,8 кг/т сухого вещества (контролируемой обратной связью по мутности в режиме реального времени) позволила повысить среднюю сухость кека с 19,3% ОВ до 23,8% TS — улучшение на 23% в течение восьми недель с момента реализации.
Фактор 2: Консистенция и сгущение исходного осадка
Шнековый пресс для обработки ила работает наилучшим образом, когда концентрация твердых веществ в питающем иле стабильна и находится в пределах расчетного диапазона оборудования. Сильно изменчивая подача, характерная для заводов без сгущения на входе, вынуждает пресс постоянно адаптироваться и ухудшает среднюю производительность.
Утолщение вверх по течению
Гравитационное сгущение или флотация растворенным воздухом (DAF) перед шнековым прессом может повысить концентрацию твердых веществ в питании с типичных 0,5–1,5% TS до 3–6% TS . Это снижает гидравлическую нагрузку на пресс, продлевает срок службы сит и улучшает сухость кека на 3–5 процентных пунктов в большинстве случаев применения.
Стабильность расхода сырья
Колебания скорости потока сырья являются основной причиной неравномерного обезвоживания. Установите питательный насос с частотно-регулируемым приводом (ЧРП) и установите изменение расхода в пределах плюс-минус 10 % от расчетной уставки. Демонстрация систем обезвоживания винтовых прессов со стабильной подачей до 15 % выше консистенция сухости кека по сравнению с системами с неконтролируемой гравитационной подачей.
Фактор 3: Регулировка скорости шнека и противодавления
Современные машины для обезвоживания осадка шнековыми прессами предлагают две основные механические регулировки, которые напрямую контролируют сухость кека: скорость вращения шнека и противодавление на выходе (обычно через подвижный конус или регулируемое разгрузочное кольцо).
- Меньшая скорость шнека = более сухой осадок, меньшая производительность. Снижение скорости шнека с 4 об/мин до 2 об/мин обычно увеличивает сухость кека на 2–4 процентных пункта, но снижает производительность на 30–40%. Используйте этот параметр, когда затраты на утилизацию превышают требования к пропускной способности.
- Более высокое противодавление = более сухой осадок, более высокий крутящий момент. Увеличение противодавления сжимает осадок более агрессивно. Однако чрезмерное противодавление увеличивает нагрузку на двигатель и ускоряет износ винта и колец. Целевое противодавление находится в пределах рекомендованного производителем диапазона — обычно 0,2–0,6 МПа.
- Комбинированная оптимизация: Оптимальная заданная температура уравновешивает сухость кека, производительность и механический износ. Ежемесячно регистрируйте и просматривайте эксплуатационные данные, чтобы определить конфигурацию, обеспечивающую наилучшую долгосрочную эффективность обезвоживания вашего конкретного осадка.
Зависимость сухости кека (% TS) от скорости шнека (об/мин) — типичный муниципальный шлам
Рисунок 1: Более низкие скорости шнека приводят к более сухому кеку. Оптимальная частота вращения зависит от требований к производительности и типа осадка.
Фактор 4: Методы технического обслуживания, которые напрямую влияют на эффективность обезвоживания
Механический износ в машине для обезвоживания осадка шнекового пресса накапливается постепенно и незаметно — производительность часто снижается на 10–15 % прежде, чем это заметит оператор. Проактивный график технического обслуживания предотвращает снижение производительности и значительно продлевает срок службы оборудования.
Ежедневные проверки
Проверьте прозрачность фильтрата (целевое значение NTU ниже 200 для муниципального применения), вручную проверьте консистенцию сливного осадка и убедитесь, что форсунки для распыления промывочной воды не засорены. Засоренные распылительные форсунки являются наиболее распространенной причиной внезапного падения производительности обезвоживающих установок винтовых прессов.
Ежемесячные задачи
Осмотрите и измерьте зазоры между кольцами. Зазоры, которые превышают проектные спецификации на 0,5 мм, позволяют мелким твердым частицам попасть в фильтрат, снижая эффективность улавливания до 8%. Заменяйте изношенные кольца до того, как они вызовут проблемы в дальнейшем.
Ежегодный капитальный ремонт
Разберите и осмотрите винтовой вал, подшипники и выпускной конус. Замените виток винта, если износ превышает 20 % от первоначальной толщины. Установки, которые ежегодно проводят капитальный ремонт, сообщают, что средняя производительность обезвоживания на 18% выше, чем у тех, которые работают только на реактивном техническом обслуживании.
Передовая технология обезвоживания: интеграция автоматизации и мониторинга в реальном времени
Передовые предприятия по очистке осадка сточных вод в 2026 году интегрируют автоматизированные контуры управления непосредственно в работу своих шнековых прессов. Эти системы непрерывно измеряют мутность фильтрата, вес осадка и крутящий момент двигателя, а затем автоматически регулируют дозу полимера, скорость шнека и противодавление для поддержания заданной сухости осадка в пределах плюс-минус 1% TS.
Результаты первых пользователей убедительны:
- Экономия полимеров: Автоматическое дозирование обычно снижает расход полимера на 12–18% по сравнению с ручным дозированием с фиксированной скоростью.
- Консистенция сухости торта: Стандартное отклонение TS кека снижается с типичного 2–3% TS до менее 0,8% TS при автоматизированном контроле.
- Энергоэффективность: Винтовые приводы с ЧРП снижают потребление энергии на 8–15 % за счет согласования скорости двигателя с фактической нагрузкой.
- Удаленный мониторинг: Системы сепарации твердой и жидкой фаз с поддержкой Интернета вещей позволяют операторам контролировать производительность с любого устройства, сокращая потребность в персонале на месте для повседневного контроля.
Улучшение сухости кека за 6 месяцев прогрессивной оптимизации (% TS)
Рисунок 2. Постепенное улучшение сухости кека за счет систематической оптимизации дозировки полимера, скорости шнека и технического обслуживания в течение шести месяцев.
Выбор подходящей машины для обезвоживания осадка шнекового пресса для вашего применения
Не все шнековые прессы имеют одинаковую конфигурацию. Выбор правильной модели для вашего типа и объема осадка так же важен, как и оптимизация эксплуатации. К основным параметрам выбора относятся:
- Диаметр винта: Определяет пропускную способность. Диаметры варьируются от 130 мм (мелкопромышленные) до 350 мм (крупные коммунальные). Подбирайте диаметр шнека в соответствии с ежедневной нагрузкой по сухим твердым веществам, а не только по объему жидкости.
- Количество этапов: Многоступенчатые шнековые прессы обеспечивают более высокую сухость кека за счет постепенного увеличения давления в зоне обезвоживания. Двухступенчатые или трехступенчатые конфигурации предпочтительны для требовательных применений, где сухость кека TS составляет 24%.
- Материал экрана и спецификация зазора: Сита из нержавеющей стали с размерами зазоров, подобранными в соответствии с гранулометрическим составом вашего осадка, сводят к минимуму как утечку мелких твердых частиц, так и частоту засорения. Для очистки осадка городских сточных вод типичны зазоры 0,2–0,5 мм.
- Встроенный резервуар для флокуляции: Установки со встроенной камерой смешивания и флокуляции полимера перед прессом упрощают установку и улучшают контроль времени контакта полимера — одного из наиболее распространенных источников низкой производительности обезвоживания в модернизированных системах.
- Материалы конструкции: Для применений с кислым или высокосоленым осадком вся конструкция из нержавеющей стали 316L, включая сетчатые кольца, винтовой вал и корпус, обеспечивает значительно больший срок службы, чем стандартная нержавеющая сталь 304.
О компании Qingben Environmental Technology (Jiangsu) Co., Ltd.
Qingben Environmental Technology (Jiangsu) Co., Ltd. — профессиональное предприятие, специализирующееся на производстве и обслуживании оборудования для очистки осадка и сточных вод. Компания Qingben, занимающаяся исследованиями и разработками оборудования для очистки осадка и сточных вод, предоставляет машины для обезвоживания осадка, оборудование для сушки осадка, комплекты оборудования для очистки сточных вод, оборудование для сушки речных и озерных отложений, а также комплексные технические услуги.
Как профессионал Производитель машин для обезвоживания осадка шнековым прессом и завод по производству сепараторов твердой и жидкой фаз Qingben предоставляет комплексную техническую поддержку, включая консультации по проекту, проектирование, строительство, эксплуатацию и техническое обслуживание, обеспечивая успешную реализацию и эффективную эксплуатацию проектов по очистке сточных вод и очистке осадка любого масштаба.
Обладая глубоким опытом в области технологий обезвоживания и приверженностью практическим инженерным решениям, Qingben поддерживает клиентов в достижении последовательных и измеримых улучшений в эффективности очистки осадка сточных вод — от первоначального проектирования до долгосрочной оптимизации эксплуатации.